|
||
|
|
||
|
||
|
高溫窯爐燃燒廢氣之催化器轉化技術
/
Catalytic Converters
in Kiln Technology A contribution towards environmental protection |
||
|
在研究分析實驗室密閉的空間裡使用高溫儀器設備時, 工作人員往往會忽略物質於高溫燃氣體, 如果未妥善處理將會對工作者及週邊環境造成嚴重傷害. 誠懇呼籲各位重視職業安全. |
||
|
||
|
|
||
|
||
|
高溫窯爐燃燒廢氣之催化器轉化技術
/
Catalytic Converters
in Kiln Technology A contribution towards environmental protection |
||
|
在研究分析實驗室密閉的空間裡使用高溫儀器設備時, 工作人員往往會忽略物質於高溫燃氣體, 如果未妥善處理將會對工作者及週邊環境造成嚴重傷害. 誠懇呼籲各位重視職業安全. |
||
| Abstract
When ceramic products are fired, considerable environmental pollution results from the thermal disintegration of the solvents and binders found in the fired product. Furthermore, odours can arise from incineration and firing processes, making a suitable treatment of the resulting hazardous materials and exhaust gases an absolute necessity. Nabertherm has been concerned about this problem and has for years made catalytic afterburning devices available for a multitude of applications. The following report provides an overview. 1. The Problem of Exhaust Gases Not only the German technical regulation regarding air purity drastically restricts the emission of CO (100 ~ 170 g/m3) and NO2 ( 250 ~ 450 mg/m3). The German Emission Protection Law (BImSchG) and the Hazardous Material Regulations for the Workplace (GefStoffV) regulate how environmentally hazardous materials are to be handled. Germany leads the world in corporate expenditures made in environmental protection technologies, ranking ahead of the USA. Even in cases of maintaining tolerance levels, it is necessary to eliminate the source of the odours emanating from the fired product. The economic aspect for maintaining air purity is of secondary importance compared with the increased amounts of hazardous materials in the air and the emission regulations that have helped to sensitise all plant operators to the necessity of environmental protection. The demands made in exhaust gas treatment in firing and incineration processes could be met through the co-operative efforts of Nabertherm and the company GUT through the development of catalytic emission purification systems.
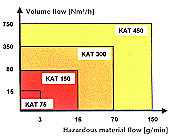
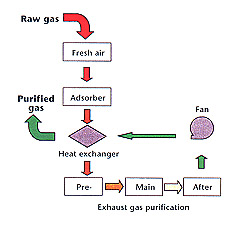
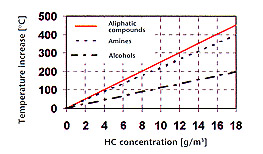
3. Construction of the Exhaust Gas Purification Device A schematic representation of the catalytic exhaust gas purification device for Nabertherm kilns is shown in fig 3. An integrated fan located in the purification device such as in the kiln air (raw gas). A fresh air valve in the exhaust pipe serves to regulate the concentration of the exhaust mixture. The exhaust gases first flow through the adsorber which binds the inorganic materials. The organic materials are further heated to 400°C in a three-layered catalytic exhaust purification system, composed of a pre-cleaner, electric heating, main purifier and after purifier, and are converted on the surface of the catalyst into CO2 and water vapour. The heating is necessary so that the entering gas mixture reaches the temperature necessary for catalytic decomposition. The use of a heat exchanger is also an option. Over a hot air fan, the purified exhaust gas is led via the chimney into the environment. The pipe ducts have a double steel lining with appropriated heat insulation. Using one of Nabertherm's program controllers with integrated timer, the catalytic converter can be freely programmed for operation. The purification plants are furnished with honey comb catalysers as standard equipment. which lead to only a slight drop in pressure and thus are guaranteed to have a stable operating mode, as shown in the automobile industry a million times over. Nevertheless, it is absolutely necessary to compensate for this pressure loss by using the integrated fan in the catalytic converter, which leads to a uniform airflow. 4. Design of Exhaust Gas Purification Plants In order to assure that the device can perform its function over a long lige-span, the catalytic converter device must correspond to the kiln's firing conditions, i.e., the hazardous materials developed from firing. Tab. 1 shows the various equipping possibilities of Nabertherm catalytic converters. It can be seen that, e.g., with a KAT75, a total volume flow of 15 m3/h with an HC amount of max. 3 g/min can be processed. The total volume flow is comprised of the normal volume flow and the added cooling air flow. Normal volume flow means the amount of exhaust gas leaving the kiln (m3/h). The cooling air flow is the additional air added that leads to a limiting of the catalytic converter's temperature. The selection of a catalytic purification device depends essentially upon the type of HCs that are released during firing. For small amounts of HCs (up to 3 g/min), the Nabertherm catalyser KAT75 with a maximal volume flow of 15 m3/h should be used. In the catalytic burning of the HC's, the temperature of the catalytic converter increases in relation to the heating value of the HC. Fig. 5 shows the temperature increase depending on the HC to be burned in the catalyser. At a concentration of 10 g/m3 HC in the kiln for example, a temperature increase of ca. 110 ~ 250 K is to be expected, depending on the type of HC. The maximal opeerating temperature of the catalytic converter lies at ca. 600°C. The pre-heating temperature of the catalyser is therefore usually set at 400°C, so that with normal concentrations of HC's of up to 15 g/m3, no overheating should be expected. At higher HC concentrations that are bound with silicones and other catalytic poisons, a purification plant is available that operates first thermally and then catalytically. HC concentrations that are higher than 15 g/m3 can be prevented in that the temperature program at the time of the highest HC release can be stretched out or that the catalysers temperature can be limited by a controlled bypass of the air dosage. The lower release through the temperature program has the advantage over the additing of air in that the amount of air to be processed by the catalytic converters is not too large, which would make the device too expensive. The adjustment of the catalytic purification device to the amount of hazardous materials created in the firing process is of fundamental importance for the optimal functioning of the catalyser. The knowledge of the all the hazardous materials that result from firing, especially the halogens and silicones, is therefore quite significant.
本文摘錄自: O. Irretier, C.Koch -- CFI (Ceramic Forum International) Reprint from cfi/Ber.DKG 74 (1997) No. 10/97
|
2. Catalytic Burning of
Hazardous Materials
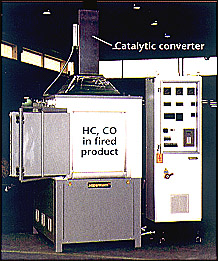
In order to make hydrocarbons (HCs; solvents, waxes, decomposition products) in the kiln exhaust non-polluting to the environment, these substances must be oxidised to CO2 and water vapour. This oxidation occurs above a specific temperature. Without the use of catalytic converters, this temperature ranges between 800 ~ 1500°C, which means that the entire exhaust from the kiln just be heated to this temperature. This process involves not only an enormous expenditure of energy; it also means the release of environmentally harmful NOx. For this reason, Nabertherm uses catalytic converters for exhaust purification, which reduce the oxidation temperatures to 200 ~ 300°C. Catalytic converters contain materials that have large surface areas doped with active substances (e.g., metal oxides or precious metals such as Pt or Rh) which either permit or accelerate the reaction rate of a chemical reaction - such as oxidation - without being used themselves. With a significantly smaller expenditure of energy, the resulting exhaust can be heated with the help of a heat exchanger, leading subsequently to catalytic burning. Catalytic converters used to purify automobile exhausts are not suitable for kiln exhausts because the extremely HC-rich kiln atmospheres lead to a rapid reduction in the activation capability. The catalytic converters developed by Nabertherm and GUT for ceramic firing processes therefore consist of precious metal alloys and so-called "needle crystal perovskites" which are especially suitable for the decomposition of HCs and CO because of their reciprocating activation abilities. The surface area of the catalytic converter is also ca. 60 times greater than that of typical catalysers, thus leading to a considerably longer lifespan. In addition to organic HCs, a number of inorganic materials such as acids and vapours can be released during the firing of ceramics. These materials can not be detoxified by catalytic decomposition and thus have to be removed during the exhaust purification process using chemical binders in a so-called adsorber. Like the catalytic converter, the adsorber also consists of a honey-comb block. An exhaust gas purification device has been developed in which an adsorber is incorporated upstream from the catalyst in order to take up these hazardous materials. An example of the use of catalytic afterburning devices. In the chamber furnace shown, oxide ceramics are debinded and sintered at up to 1700°C. The air, pre-heated to 200 ~ 300°C is led into the furnace through an air channel at the bottom. Thus, not only is good temperature distribution achieved, the released binder (HC) is led out of the furnace into the downstream catalytic converter and converted into CO2 and H2O.
Tab. 1 Technical data for Nabertherm's catalytic converters
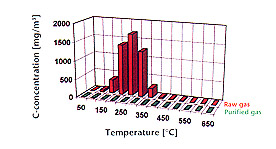
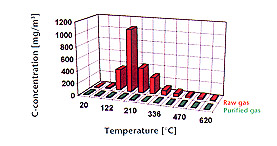
5. Exhaust Purification with Nabertherm Exhaust Gas Purification Devices Using catalytic converters for exhaust purification, end purification is achieved that meet the limits required (150 mg/m3) by the German air purity regulations, down to below the measurable limits (1,717 mg/m3), and therefore to a complete elimination of odours (Fig. 6) The measurement of emissions from a catalytic afterburning of hazardous materials in a chamber kiln, used for the buring out of soot filters, is seen in Fig. 7. The kiln loaded with a soot mass of 290 g is heated for a period of 5 h at 620°C. The operating temperature of the catalytic converter lies at 500°C. It can be seen that due to the soot that resulted at 160°C from a maximal C-concentration of 1040 mg/m3 in the kiln, the concentration can be reduced to less than 5 g/m3 in th exhaust. 6. Summary With catalytic exharst purification devices from Nabertherm, all hazardous materials that result from firing of ceramic components, e.g. solvents and wax vapours that are added in ceramic binder systems, can be converted into non-hazardous CO2 and H2O. Catalytic exhaust purification devices do not only make an important contribution toward environmental protection.
|